Shake out

A bit of a touch up on the wire brush
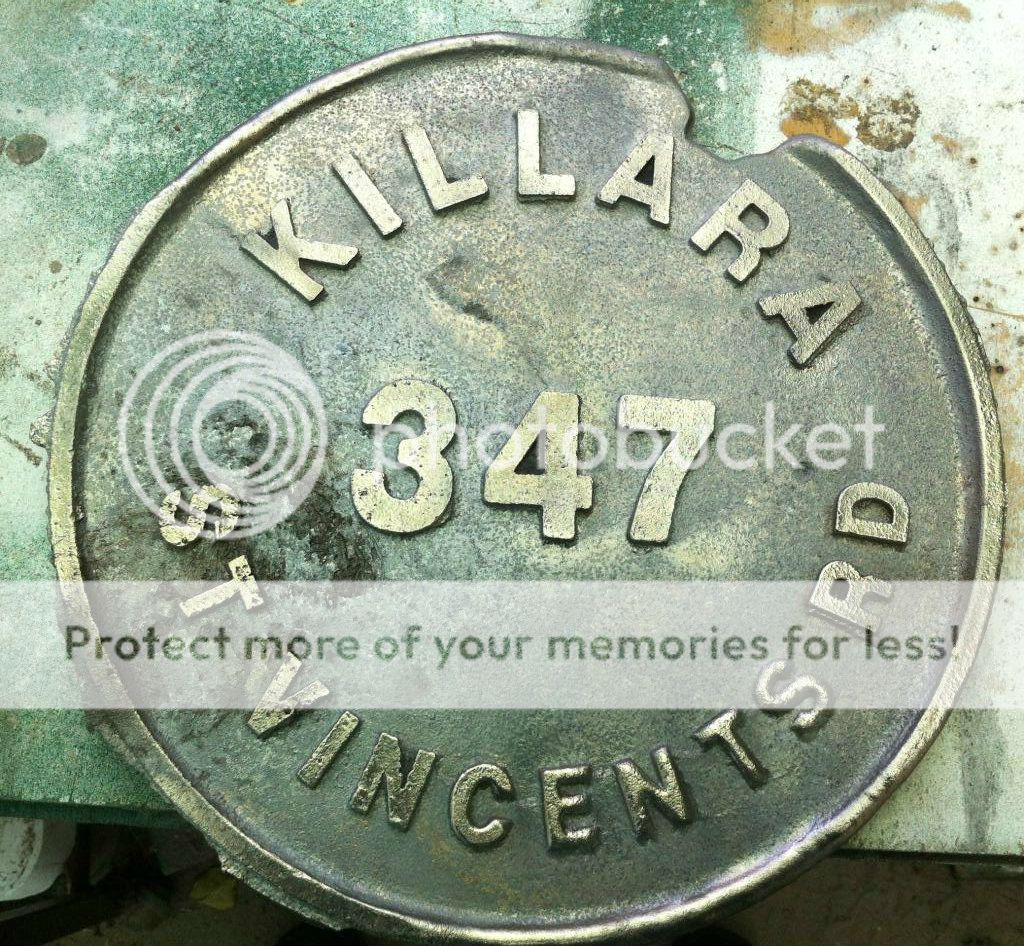

Hi Davidh...I do think its a temperature David, it was my first bronze pour and I was expecting a short pour....... The address plaque is not for me so no its not were I livedavidh wrote:yesterday i did some trial pours of aluminum and added a few vent holes with thin welding wire pushed up thru the sand, hoping it would help etting the form to fill. it seemed to help. my aluminum temps were up to where its recommended they be and except for the sand problems, i was quite satisfied with the results. for the sake of information that may or may not help, the vents are what im suggesting. . .
is this for identifying where you live ? the letters look to be great. . . i hate short pours...
Thanks for the info Frank, thats very helpfulF.C. wrote:Good ole' box of 20 mule team Borax is all I've ever used. I put a cup in on top of a melt (with the furnace off, after the melt becomes slush) and wait till the borax liquifies, then fire the furnace back up and run it till I see the melt surface "quiver" like it's being vibrated. Quivering metal is indicative of it having reached its boiling point. Don't push it farther than this. Shut the furnace off, stir the pot, remove the slag, then pour. Take a bit of time in this process as the melt is actually too hot to pour at this moment. Ideally, the crucible wall and the furnace wall should be identical in color and difficult to tell one from the other. Once you're sure the slag is clear, by this time the crucible will have cooled enough to be darker than the furnace wall, remove the crucible and pour.